东莞珉辉电子材料有限公司,专业生产
无铅高温锡膏,中温锡膏,低温锡膏,有铅锡膏,品质保证,价格合理,欢迎广大客户前来订购,联系电话:0769-33292786.
| 无铅高温锡膏(Sn96.5Ag3.0Cu0.5) |
|
|
|
| 详细说明: |
|
详细介绍
|
|
此款无铅高温锡膏是由含氧量极低规则球形粉合金锡96.5%银3.0%铜0.5%与阳离子载体在真空加氮气下通过进口设备均匀搅拌。熔点为217℃。这款无铅锡膏极大适合现在的锡银铜和锡银等无铅电子元件的较高的焊接工艺温度。目前适合高速生产和不同产品的表面贴装使用。它在无铅焊接焊接上有个非常好的润湿能力,是焊点看起饱满。且松香残留不会外溢出焊点,杜绝了松香的导电现象。其已通过权威的SGS的认证。
应用
4.1 如何选用本系列锡膏
客户可根据自身产品及工艺的要求选择相应的合金成分,锡粉大小及金属含量(查看本资料相关内容),对于一般无铅焊接体系,我们建议选择Sn96.5Ag3.0Cu0.5合金成分,锡粉大小一般选T3(mesh-325/+500,25-45um),对于Fine pitch,可选用更细的锡粉。
4.2 回温
锡膏通常要用冰箱冷藏,冷藏温度5~10℃为佳。从冰箱中取出锡膏时,须先经“回温”才能打开瓶盖使用。
回温方式:不开启瓶盖的前提下,放置于室温中自然解冻;
回温时间:4小时左右
注意:
(1)未经充足的“回温”,千万不要打开瓶盖;
(2)不要用加热的方式缩短“回温”时间。
(3)锡膏在“回温”后,于使用前要充分搅拌。
(4)搅拌方式:手工搅拌或机器搅拌均可;
(5)搅拌时间:手工:5分钟左右机器: 3分钟
(适当的搅拌时间因搅拌方式、装置及环境温度等因素而有所有同,应在事前多做试验来确定)。
4.3、印刷
印刷方式:
1. 人工印刷或使用半自动和自动印刷机印刷均可。
2. 钢网印刷作业条件
 上一区 二区 三区 四区 五区 六区 七区 八区 上一区 二区 三区 四区 五区 六区 七区 八区
150 160 180 180 200 220 245 265
150 160 180 180 200 220 245 265
下一区 二区 三区 四区 五区 六区 七区 八区
链速: 70CM/MIN 变频器: 30HZ 32HZ (焊接区) 且供参考按实际曲线为准!
LED器件与热敏感器件建议:
|
升温速率
1-3?C / SEC MAX
|
到达150 ?C
预热区
|
恒温区
140 - 160?C
|
峰值温度
240± 5?C
|
回流区
> 217°C
|
> 230°C
|
冷却
<4?C/SEC
|
| |
< 90秒
|
60-90秒
|
< 250 ?C
|
40-60秒
|
10-20秒
|
|
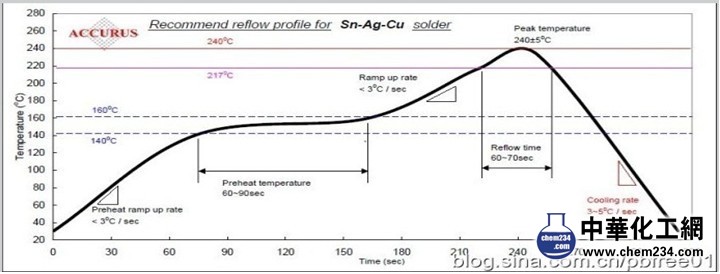
A.预热区
在预热区,焊膏内的部分溶剂被蒸发,并降低对元器件之热冲击;
要求:升温速率为1.5~2.5℃/秒
若升温速度太快,则可能会引起锡膏中焊剂成分恶化,形成锡球、桥连等现象。同时会使元器
件承受过大的热应力而受损。
B.恒温区(活性区)
在该区焊剂开始活跃,并使PCB 各部分在到达回流区前润湿均匀。
要求:温 度:140~160℃
时 间:60~90 秒
升温速度:<2℃/秒
C.回焊区(焊接区)
锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点。
要求:最高温度:235~245℃(96.5%Sn/3.0%Ag/0.5%Cu)(高于溶点30℃)
时 间:217℃(溶点以上)40~60秒/60~90秒(非热敏感器件)
高于230℃时间为10~20 秒。
若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、元器件受损等。
若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品质的焊点,具有较大热容量的元器件的
焊点甚至会形成虚焊。
D.冷却区
离开回流区后,基板进入冷却区,控制焊点的冷却速度十分重要,焊点强度会随冷却速率增加而增
加。
要求:降温速率≤4℃
若冷却速率太快,则可能会因承受过大的热应力而造成元器件损伤,焊点有裂纹现象。
若冷却速率太慢,则可能会形成大的晶粒结构,使焊点强度变差或元件移位。
注:
- ? 对于无铅高温合金锡膏的温度曲线与上述相似;
- 合金: SAC305 (96.5%Sn/3.0%Ag/0.5%Cu) 217 – 220 ℃
SAC387 (95.5%Sn/3.8%Ag/0.7%Cu) 217 – 225 ℃
SAC405 (95.5%Sn/4.0%Ag/0.5%Cu) 217 – 220 ℃
- ? 上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同)
- ? 上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最优曲线的基础。实际温度设定需结合产品性质、元器件分布状况及特点、设备工艺条件等因素综合考虑,事前不妨多做试验,以确保曲线的最佳化。
- ? 对于SMT车间要求恒温恒湿车间(23-25摄氏度为宜),最近天气突变影响室内温度,室内温度低于20摄氏度,同样会影响回流焊PCB板实际焊接温度,如天气突变建议重新再作曲线,温度回升同样要注意调整回来。CHENJIAN 13421951366
- 注:
*以上只作为信息参考,如若阁下有需要请联系珉辉客服。
|
|





 新闻中心
新闻中心